插铣法(Plunge milling)又称之为Z轴铣削法。该方法加工效率高,对机床精度要求不太高,而且稳定性随着加工深度增加而提高。特别适合难加工材料的型腔清角,刀具悬伸长度大的零件的挖腔或通孔的加工。插铣铣削作为一种新兴的高效铣方式,已逐渐被机械加工行业所认可,尤其是在航空工业、模具制造业中逐渐得到推广和应用。
插铣法主要有以下几方面优点:
①相对于端面铣削法,对于难加工材料的曲面加工、切槽加工以及刀具悬伸长度大的加工,采用插铣法加工可使加工时间缩短50%~75%。
②降低作用于机床径向的切削力,这样使得主轴磨损的机床仍可用于插铣而不影响工件的加工质量。
③可减少工件的变形,这意味着对于薄壁类零件的加工可以更好地控制变形量对工件质量的影响。
④由于插铣法对刀具的稳定性会随着加工深度的增加而提高,可实现需要刀具悬伸长度较大的零件加工,并能够保证加工质量,可以很好的实现航空产品或者模具的高切削深度、高表面质量和高形位精度的零件加工。
1.加工工艺分析
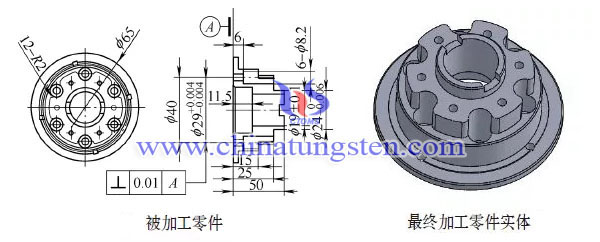
某加工零件如图所示,材料使用的是经过热处理的40cr钢,硬度可达到55~60HRC,由于6个孔的深度为50mm,而孔直径仅为8.2mm,刀具悬伸长度较刀具直径比例较大,这样就会使得刀具刚性极差,在加工过程中常常出现振刀和让刀现象,刀具使用寿命大幅缩短,并且影响工件加工质量,在精加工时,由于采用8mm铣刀完成8.2mm孔加工,刀具在拐角的切宽较大,刀具受到的抗力增大,变化的切削力容易造成刀具的折断。
(1)原加工工艺方案。原加工工艺采用端面外形铣削加工6个孔以及圆角,由于孔直径8.2mm,使用φ8mm铣刀对零件进行加工,如采用φ6mm铣刀,刀具刚性更差,完成切削难度加大,而采用φ8mm铣刀,外形轮廓铣削工件,刀具在拐角处切削刀宽加大,而且切削间距只有0.2mm,切削方向的突然改变,会使得切削让刀严重,无法达到预期尺寸,并且在精修侧壁时切削力非常大,很容易造成刀具折断或者零件窜动,使得零件报废。同时由于刀具悬伸长度过长,为减少切削力,切削时每层切削深度仅为1mm,小圆柱高50mm,需要切削50层,而且由于拐角很小,进给速度设定50mm/min,切削效率很低。
采用这种加工工艺,加工中遇到的问题有以下几点:
①由于零件材料硬度较高,采用小吃刀量,刀尖部分磨损很严重。
②由于刀具悬伸长度较长,刀具切削时振动严重,刀具切削刃容易断裂,同时让刀问题严重。
③刀具在拐角时转向速度过快,突然增大的切削力使得刀具容易折断。
④由于无法采用大吃刀量、高进给的切削,使得加工时间长,效率低。
(2)加工工艺的改进。由于圆柱垂直度要求较高,刀具悬伸长度较长,传统加工方法很难达到加工要求,而插铣法在加工过程中主要受到Z向径向力,主轴的功率完全作用在工件上,刀具的进给量一致,避免了对刀具侧向的切削力,使得加工过程中不会出现让刀现象,而且插铣法对于刀具稳定性会随着加工深度增加而提高,使得切削更加平稳。
2.加工效果对比

由附表可以看出,采用同样的加工参数,外形铣削对加工外形循环50次,用时需要3h,而且在加工过程中很容易出现崩刀和让刀现象,无法达到加工要求。插铣法加工只需要对每个孔插铣两次,并对外形进行5次循环加工,用时只需要1h,加工不会出现让刀,可以达到加工要求。采用插铣法效率提高200%,并且加工质量更好。
基于数控机床的插铣加工方法不仅能成倍提高生产效率,缩短零件制造周期,还大大提高了产品质量。插铣技术是一项正在发展的新型加工技术,由于插铣具有效率高、快速切除大量金属的优点,并且非常适合于难加工材料(如钛合金)和一些复杂曲面的零件,因此在许多领域,尤其是在航空航天领域正在逐步扩大应用。


