金刚石磨头在打磨过程中,会产生大量的热和切削粉料,且打磨进给速度的快慢将会影响金刚石的寿命。另外,由于现有的金刚石磨头多是圆柱形,所以打磨起来很不方便,尤其是在打磨弧面时,打磨效果不佳。接下来,本文将为大家介绍一种碳化钨颗粒磨球的制作方法。
一种硬质合金碳化钨颗粒磨球(包括半球面磨头、连接磨头的连接杆、碳化钨颗粒),采用半球面的磨头,磨头表面烧结碳化钨,用碳化钨替代金刚石,这样能使得磨头适应更高的转速及进给速度,提高磨球的耐热性及耐磨性,而磨头为半球面,加工比较方便,也比较适合修磨弧面。
该生产方法的注意事项:
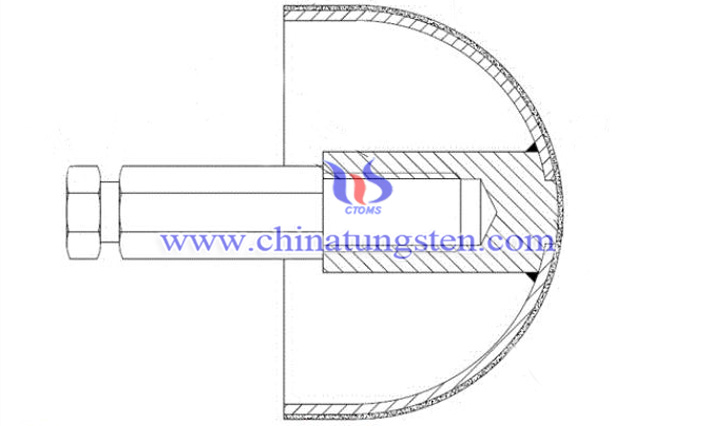
(1)磨头包括外壳及固定在外壳内部的连接柱,外壳具有半球状壳体,半球状壳体上接一段柱筒,连接柱的长度小于壳体的半径和柱筒长度之和。磨头包括外壳及连接柱,外壳加工比较方便,整体重量较小,外壳具有半球状壳体及连接的一段柱筒,从而使得磨头具有半球面外还具有圆柱面,从而使得磨球具有修磨平面的功能。
(2)壳体上对应柱筒轴线的位置设置有圆孔,连接柱具有插柱,插柱插入到圆孔内并在壳体内部与连接柱之间焊接固定。

(3)圆孔为通孔,插柱的端部为球面,该球面的球径与壳体的外球面的球径相等,插柱与壳体插接固定后,插柱端部的球面与壳体的外球面处于同一球面。
(4)碳化钨烧结于壳体的外球面、连接柱端面和柱筒的外表面,碳化钨的厚度为1.5mm。
(5)连接柱的轴线处设置有内螺纹孔,连接杆的端部设置有螺纹柱,螺纹柱旋入到内螺纹孔内。
(6)连接杆为六棱柱,连接杆伸出到壳体外的端部的外表设置有一圈环槽,环槽的截面呈矩形;连接杆为六棱柱,及设置在六棱柱外表的环槽方便与电动工具相连。


