中国光伏行业金刚线用钨丝市场研究
目 录
第十章 钨丝金刚线的生产成本(特别放送)
第十一章 钨丝金刚线行业前景(特别放送)
第十二章 钨丝生产企业概览(特别放送)
第十三章 钨丝母线金刚丝市场格局预测(特别放送)
第十七章 主要光伏行业主要企业概览
附件:钨丝和光伏产业发展年谱简编
1. 硅片切割概论
传统切割硅片工艺主要有内圆锯切割法和砂浆切割法两种。随着金刚线切割技术的兴起,这两种硅片切割工艺因低下的效率和硅利用率而不可避免地迅速被取代,在未来一段时间,即使在母丝基体,如改用钨丝和使用绞合钨丝、金刚石裸石、微粉颗粒、形状、电镀技术,如复合电镀等方面会不断改进,但是金刚线切割工艺将作为一种主流的硅片切割技术主宰光伏晶硅制造。
我们知道按磨料和线锯的关系分为自由磨料线锯切割和固结磨料线锯切割两种,如本调研之前章节所述,固结磨粒线锯又根据涂覆工艺的不同分为挤压、嵌入、焊接固结磨粒线锯、树脂固结磨粒线锯、电镀固结磨粒线锯、复合电镀固结磨粒线锯。
不同的线锯切割,自由磨料线锯切割和固结磨料线锯切割,采用不同类别线锯加工方法得到的晶片的表面质量不同。固结磨料线切割指的是将粒度极小的金刚石磨料均匀地分布固定于金属丝基体表面,令其具有一定的牢固度,可以承受一定时间的切割作用,固结磨料线锯切割过程中,金刚石研磨颗粒和线锯为一个共同作用体形成一种线锯和被加工晶体之间的二体磨损机制;不同的是,自由磨料线锯切割是一种磨粒、线锯和被加工晶体间形成三体磨损机制。
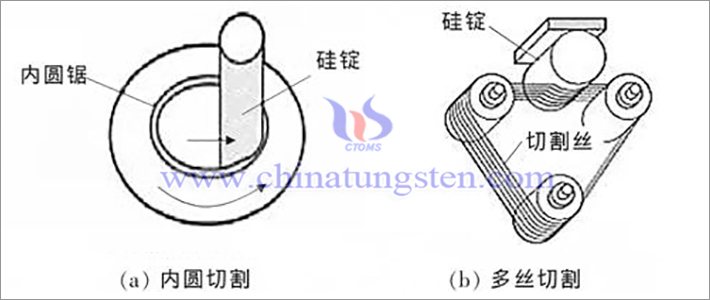
多丝切割与内圆切割原理示意图
不论是自由磨粒线锯或者是固结磨粒线锯切割,根据所使用的磨粒和磨料不同,可以细分为碳化硅磨粒线锯和金刚石磨粒线锯,金刚线锯时采用金刚石微粉制作和完成切割的线锯,因此也成为金刚石线锯、钻石线锯、宝石线锯等。
不同硅片切割工艺的切割效率、效果、硅片出片率、硅片表面质量,乃至硅片尺寸大小而有所不同。从内圆锯切割到游离砂浆线切割到固结磨粒的金刚线切割工艺,一般来看,为了提高切割效率,游离磨粒线切割和固结金刚线锯大多都采用多线切割工艺进行硅片切割,因此也统称为多线切割技术。
2. 硅片切割的几种工艺
2.1 硅片内圆切割工艺
刀片是由不锈钢制成的大而薄的圆环,刀片的内侧边缘镀有带金刚石颗粒的镍层,并利用金刚石镍镀层切割晶棒。硅片内圆切割位置在刀片的表面,切割时会产生较大的残留切痕和微裂纹,切割结束时易出现硅片崩片甚至飞边的现象,内圆切割的适用范围,只能小批量的加工直径不大于200mm,精度要求不高的硅片。
2.2 硅片多线切割技术
多线切割技术是晶硅切割发展到目前最为成熟和高效的技术,也是目前最为先进的硅片加工技术。其原理是通过高速运动的钢丝带动和附着在钢丝上的切割磨料(游离磨料和固结磨料衔接切割)对半导体等硬脆材料进行摩擦,从而达到切割效果。如何提高多线硅片切割的效率,减少切割的损耗成一直是该技术的症结,通过减小切片的厚度来提高单位材料的产出率;通过减小切割的刀损来提高原材料的利用率;通过提高磨粒的利用率来降低加工成本已成为当前硅片切割加工中所追求的方向和目标。
作为一种最新和经济效益最好的多线晶硅切割技术,复合电镀碳钢基体金刚石线锯是目前最流行的切割技术,钨丝基体电镀金刚线锯切割技术则是近一两年才兴起的下一代固结磨粒线锯的可能主流。

电火花切割原示意图
2.3 硅片电火花线切割技术
电火花线切割(WEDM)是利用工件和电极丝之间的脉冲火花放电,产生瞬间高温使工件材料局部熔化或气化从而达到加工目的的技术;它是一种非接触、宏观加工力很小的加工方式。根据走丝速度的快慢,电火花线切割加工分为低速走丝线切割加工(WEDM-LS)和快速走丝线切割加工(WEDM-HS)。由于电火花线切割属于无宏观力切削加工,理论上切削硅片的厚度可以很薄,因此国内外不少机构都对电火花切割硅片技术做了相关的研究,数据显示用线切割放电加工法所获得的硅片总厚度变化(TTV)和弯曲程度(Warp)与多线切割结果几乎一样,切缝造成的硅材料损失也与多线切割法得到的数值相当。
2.4 硅片超声振动切割
超声加工是利用超声振动工具在有磨料的液体介质中产生磨料的撞击、抛磨、液压冲击及由此产生的空化(气蚀)作用来去除材料,或给工具、工件沿一定方向施加超声频振动进行振动加工,或利用超声振动使工件相互结合的加工方法。超声加工技术经历了几十年来的发展,在超声振动系统、深小孔加工、超声复合加工领域均有泛应用,在难加工材料领域解决了许多关键性的工艺问题。
超声加工的基本原理是在工具头与工件之间加入液体与磨料混合的悬浮液,并在工具头振动方向加上一个不大的压力,超声波发生器产生的超声频电振荡(一般为20~30kHZ的超声波)通过换能器转变为超声频的机械振动,变幅杆将振幅放大到0.01~0.15mm,再传给工具,并驱动工具端面作超声振动,迫使悬浮液中的悬浮磨料在工具头的超声振动下以很大速度不断撞击抛磨被加工表面,把加工区域的材料粉碎成很细的微粒,从材料上被打击下来。虽然每次打击下来的材料不多,但由于每秒钟打击16000次以上,所以仍具有一定的加工速度。根据超声加工原理可知其切割对象主要为脆而硬的非金属材料及一些难加工的超硬材料,表面粗糙度可以达到0.08~0.63μm,明显优于电火花、电解加工。硅片超声振动切割的切削效率介于内圆切割和多线切割之间,是普通无振动切割的三倍。

超声波大震动食品切割
3. 内圆切割法
内圆切割刀片是不锈钢制成的大而薄的圆环。内圆切割的位置在刀片的表面,刀片的内侧边缘镀有带金刚石颗粒的镍层,利用在内圆刃口边上的镍镀层上附着的金刚石切割晶棒。1965年晶片直径仅25mm左右,之后主流芯片至今不断快速扩大至150mm,200mm,300mm(12吋)以上,一般段时间里200mm以下硅棒的切割主要使用金刚石内圆砂轮刀片和切片机进行切割工作,而大直径硅棒的切割怎么逐步采用线锯切割加工工艺,这主要是由于内圆切割技术有其固有的技术缺陷。

晶圆切割刀
由于刀片高速旋转会产生轴向振动,刀片与硅片的摩擦力增加,切割时会产生较大的残留切痕和微裂纹,切割结束时易出现硅片崩边甚至飞边的现象。随着硅圆片直径的增大,高速旋转带来的硅片表面损伤也会增大,约为30~40μm。对于φ200mm硅片,为能够使粘有碳板的晶棒都能通过,刀片的外圆直径可达到32英寸左右。
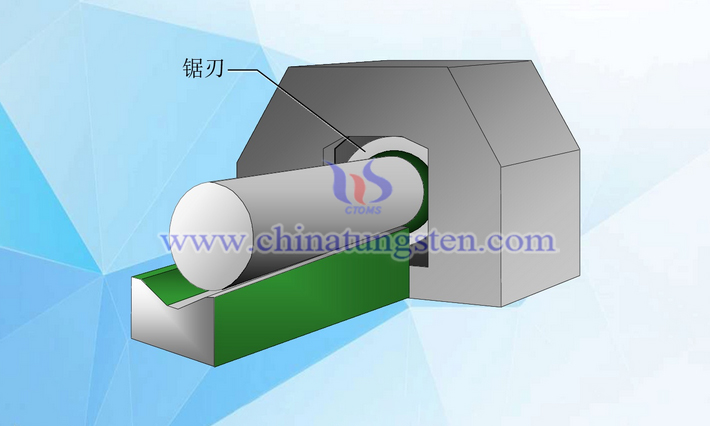
内圆切割机示意图
4. 砂浆切割法
5. 金刚线切割与砂浆切割区别
6. 金刚线(多线)切割与内圆锯切割区别
7. 硅片切割缺陷及原因
更多内容请阅读/下载请下列pdf文件:
全文需付费获取,请联系中钨在线(zhenghua@ctia.com.cn)。
版权及法律问题声明
本文信息由中钨在线®(www.ctia.com.cn,news.chinatungsten.com)根据各方公开的资料和新闻收集编写,仅为向本公司网站、微信公众号关注者提供参考资料。任何异议、侵权和不当问题请向本公众号反馈,我们将立即予以处理。未经中钨在线授权,不得全文或部分转载,不得对文件所载内容进行使用、披露、分发或变更;尽管我们努力提供可靠、准确和完整的信息,但我们无法保证此类信息的准确性或完整性,本文作者对任何错误或遗漏不承担任何责任亦没有义务补充、修订或更正文中的任何信息;本文中提供的信息仅供参考,不应被视为投资说明书、购买或出售任何投资的招揽文件、或作为参与任何特定交易策略的推荐;本文也不得用作任何投资决策的依据,或作为道德、法律依据或证据。


